- Home
- Featured Projects
- Crude Distillation Unit Expansion
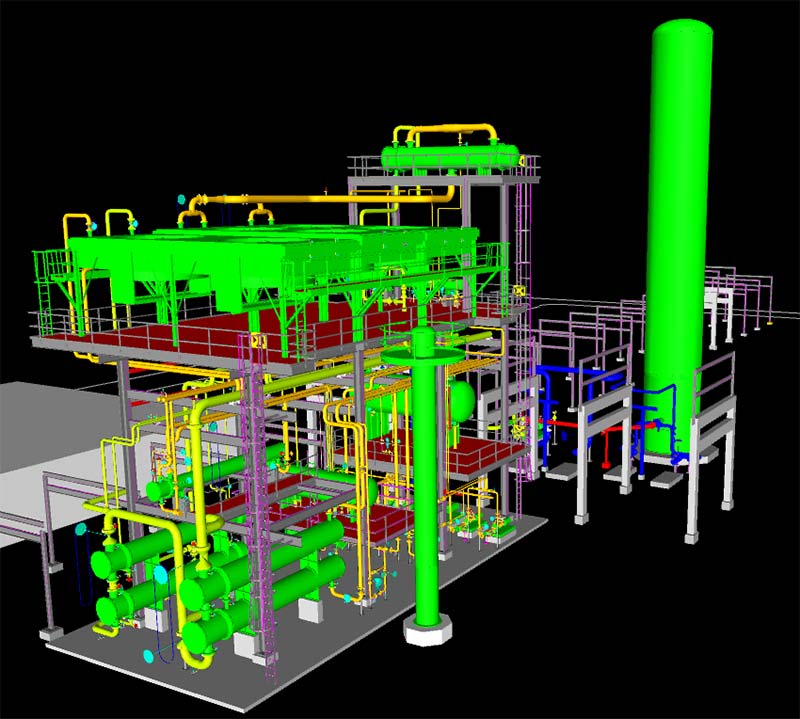
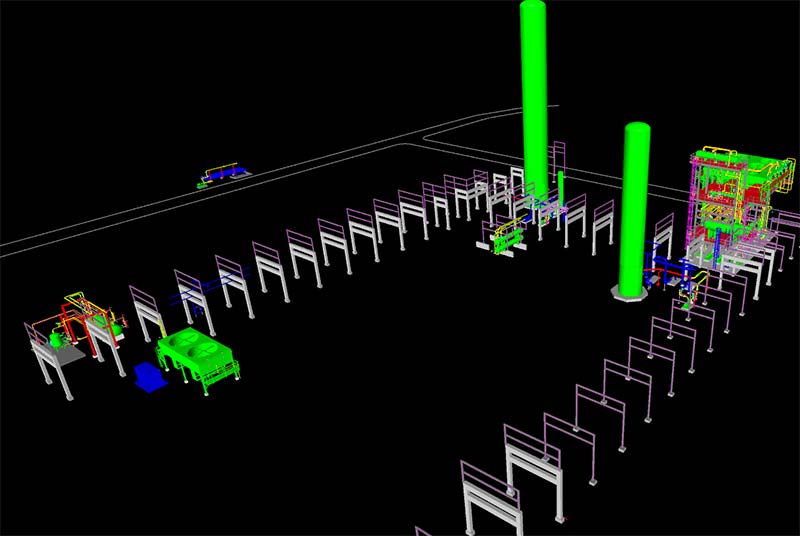
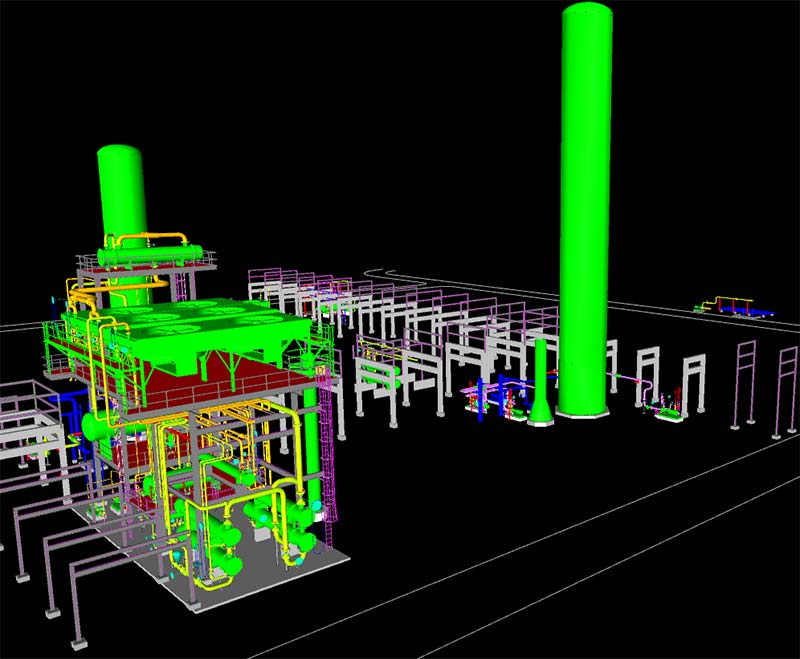
Crude Distillation Unit Expansion
Crude Distillation Unit Design
KP Engineering was hired by a southwest refiner to expand the capacity of an existing Crude Distillation Unit (CDU). To achieve the required 70,000 barrels per stream day (BPSD) capacity within the allotted space, KP Engineering’s project team devised a ‘design island’ to minimize the required plot area without compromising performance. The final vacuum stage was replaced on a 2-stage vacuum tower. Our team of engineers provided the engineering, procurement and fabrication (EPF). In addition, we provided heavy-lift technical support on-site. Upon startup, the newly improved crude distillation unit proved to operate effectively. This confirmed the notion, once again, that there is no substitute for experience when pursing an innovative solution.

Let's talk business